Project Manual — Part 5: How are the street plates made?
| Category: | Manual |
| Published: | Aug 19 2018 |
| By: | Ondrej Jób |
Cutting, punching, bending, spraying, measuring, counting, drawing, cutting and transferring the template, triple firing — the production of a street plate is a long and difficult process, but the result is a durable product that surpasses any new manufacturing technology in quality.
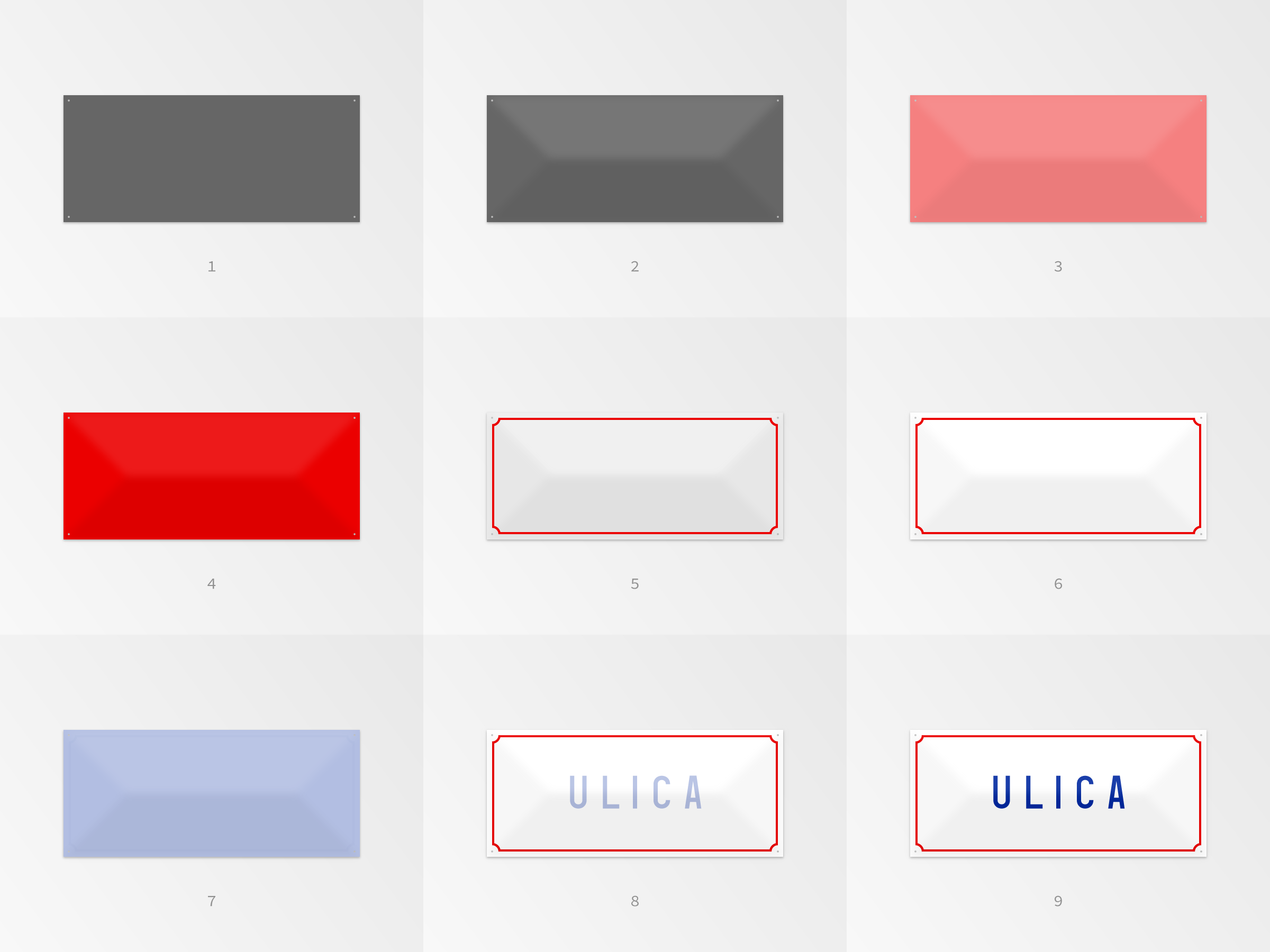
The first step in the plate production process is to cut a steel sheet to the desired size and to punch holes in its corners (fig. 1). Standard street plates in Slovakia are 70 × 30 centimeters (27.5 × 11.8 in), for other public spaces, such as squares or for very long street names, 80 × 40 (31.5 × 15.7) plates are also used. After cutting and shaping the sheet into a convex shape in the stamping room (fig. 2), the first layer of enamel is applied on both sides of the plate. This layer protects the plate against corrosion. Colour application comes next.
Each of the three plate colors (red, white, blue) has to be applied and fired separately according to its melting temperature from the color with the highest melting point to the one with the lowest one. If this order is not followed, the colors that had been already applied would melt again in each firing. In the coating room is the enamel powder, which is produced in Mělník, Czech Republic, mixed with water and sprayed evenly over the whole surface of the plate. Of the three colors used on Slovak plates, red has the highest melting temperature – about 840°C (1544°F) – so the coloring process starts with it (fig. 3, 4). By the way, this means that on Slovak plates there isn’t a red line on a white background, but it’s actually a white field and a white margin on a red background. If you ever have a chance to take a closer look at the street plate pay attention to the fact that individual layers of color can be distinguished even by the touch.
After applying and firing the white color (fig. 5, 6), the plate is a coated for the third and last time – this time with a blue color (fig. 7). And after this, there finally comes typography. In the drawing room, the designer prepares a reversed stencil that will be used to brush off the powder from places around the letters. After removing the powder, the bridges are erased, and shapes are cleaned with a paper blending stump (fig. 8). After completing the typography, the table is fired one last time (fig. 9).
The stencil
The glyphs of the main text are 9 centimeters (3.5 in) high, the secondary text glyphs (words "street" or "square", as well as the Roman numerals for city districts) are 5 centimeters (2 in) high. The glyph height remains fixed on each plate, but the width of the glyphs and the letter-spacing are changing significantly depending on the length of the name of each street, as it needs to fit into a standardized 70 centimeter (27.5 in) wide plate.
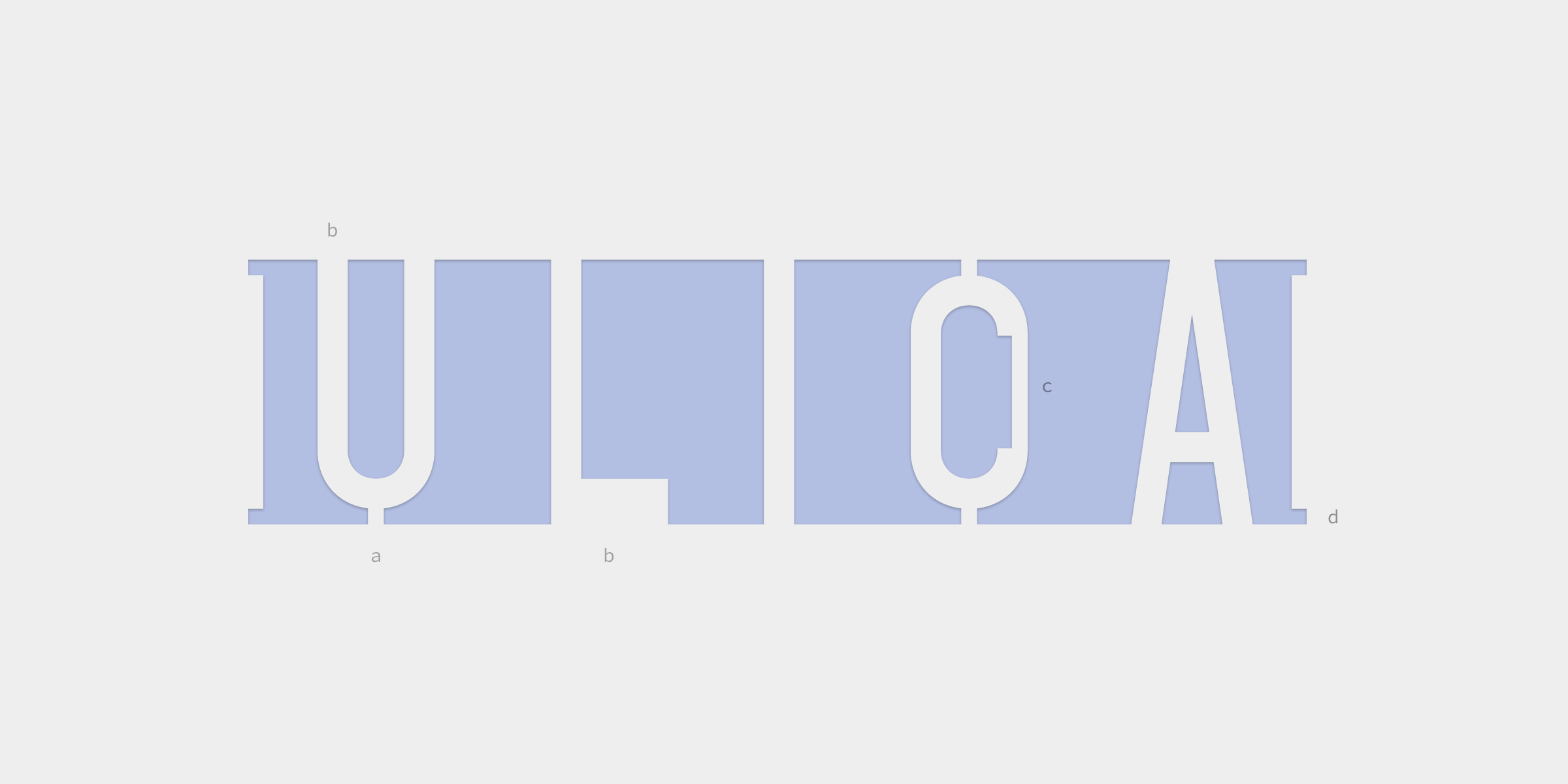
The stencil used for transferring the type onto a plate is reversed – this means that not the letters, but spaces around them are cut out, unlike with the standard stencils used for spraying. As faras spraying is concerned, we add color to the surface whereas if we are working with enamel we need to remove the color. On a standard stencil, individual letter strokes are separated by bridges that hold the counters in place. It is vice versa in a reversed stencil – the bridges (a) hold letters in place, while the counters are cut out. Vertical and horizontal strokes that touch the baseline or the cap-height are stretched beyond these lines and also serve as bridges (b). The strokes that are terminated in the inner space are also interconnected by a special bridge (c). This makes the stencil sturdier and more stable when the enamel powder is being brushed off. There are small marks on both ends of the text (d) defining the baseline and the cap-height.
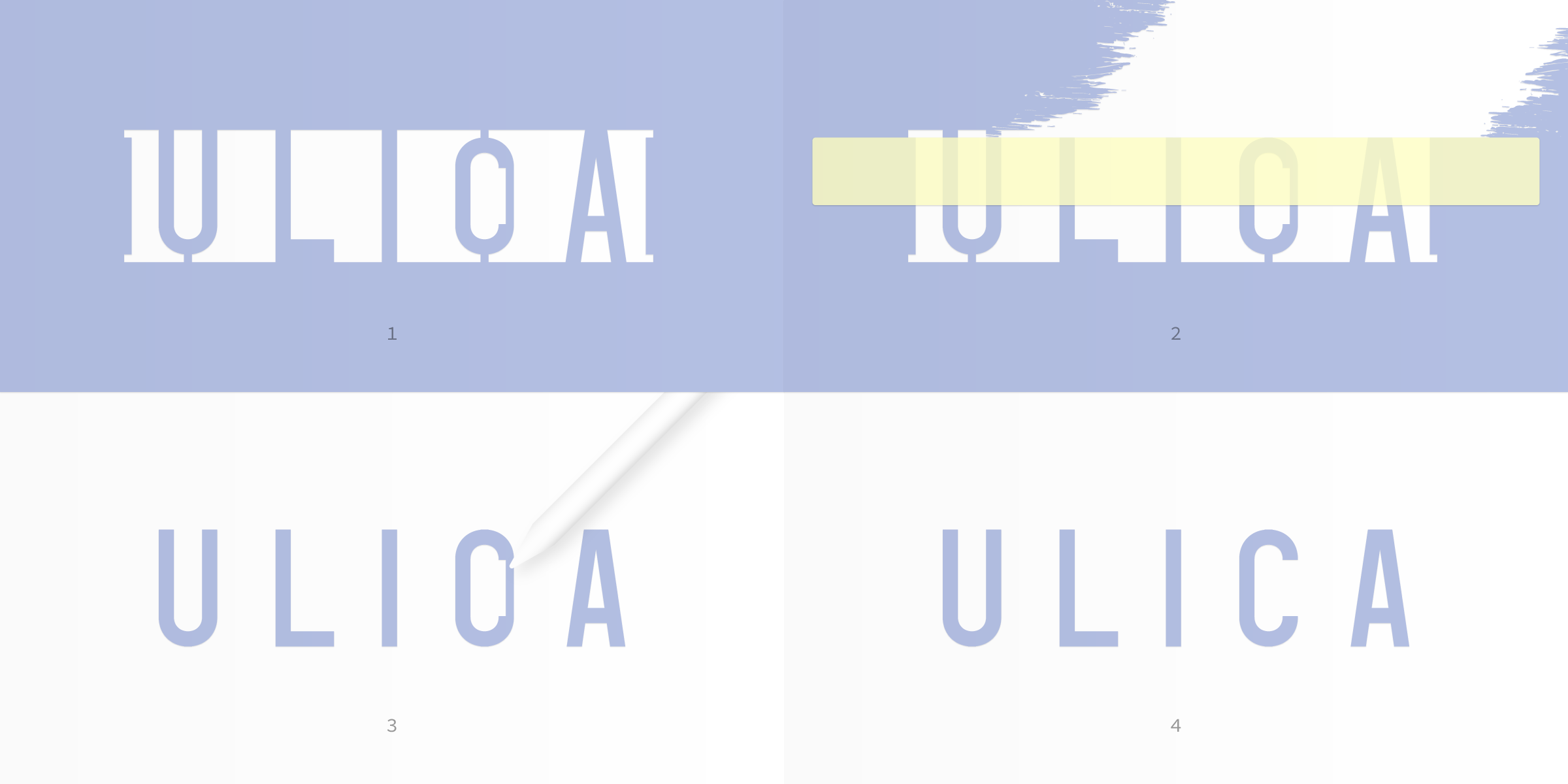
After the stencil is cut out and positioned onto a plate, the procedure is as follows: First, the powder is brushed off from the cut-out places of the stencil (1). The powder above and below the text is cleared with the help of a ruler and the marks on both ends of the text (2). And finally, using a paper blending stump, the bridges in the inner spaces are removed, the arcs are cleaned and any remaining imperfections are fixed (3). The result is a finished text (4) that can be sent into the furnace for one last round of firing.